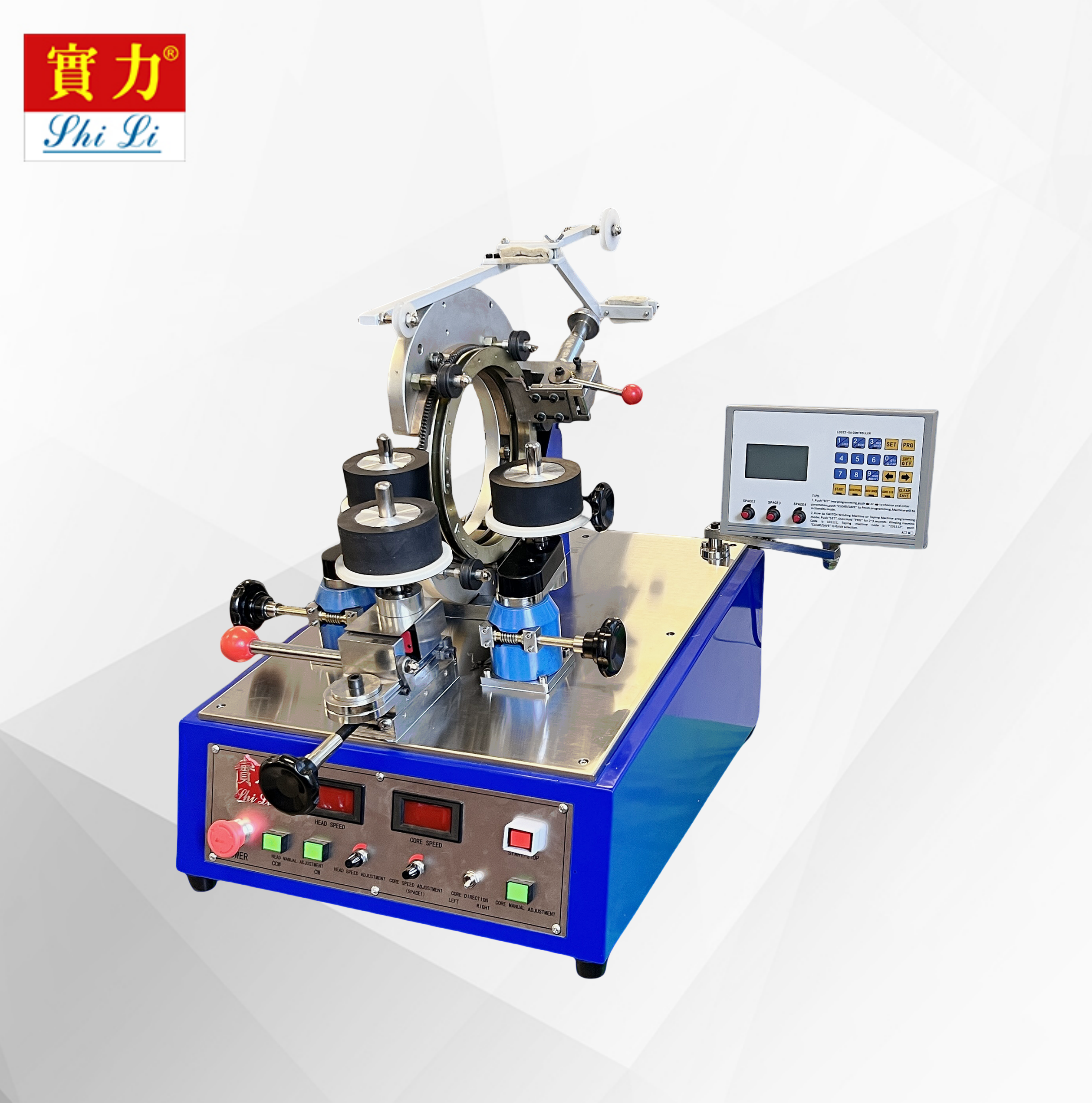
ավտոմատ պատրաստող մաքինա
Ավտոմատ սարքավորումը փաթաթելու սաղավարտները ներկայացնում է արտադրության բարդ սարքավորում, որը նախատեսված է պղնձե լարի, ալյումինե լարի կամ այլ հաղորդական նյութերի փաթաթման համար՝ ճշգրիտ սաղավարտների ձևավորման համար՝ մինիմալ մարդկային միջամտությամբ: Այս առաջադեմ սարքավորումը աշխատում է համակարգչով կառավարվող համակարգերի միջոցով, որոնք վերահսկում են լարի լարվածությունը, փաթաթման արագությունը և դիրքի ճշգրտությունը՝ արտադրելու համասեռ, բարձրորակ սաղավարտներ տարբեր արդյունաբերական կիրառումների համար: Ավտոմատ սաղավարտների փաթաթման սարքավորումը ներառում է սերվոշարժիչներ, ծրագրավորելի տրամաբանական կառավարիչներ և ճշգրիտ մեխանիկական բաղադրիչներ՝ ապահովելու արտադրական շարքերի ընթացքում կրկնվող արդյունքներ: Ժամանակակից մոդելները սահմանափակված են շոշափելի էկրաններով, որոնք թույլ են տալիս օպերատորներին մուտքագրել հատուկ պարամետրեր, այդ թվում՝ լարի տրամագիծը, սաղավարտի չափսերը, պտույտների քանակը և փաթաթման նախշերը: Սարքավորման հիմնական գործառույթը կայանում է նրա կարողության մեջ՝ պահպանել լարի հաստատուն լարվածությունը փաթաթման ամբողջ ընթացքում, այդպես կանխելով թույլ պտույտները կամ չափից շատ ձգվածությունը, որոնք կարող են վնասել սաղավարտի աշխատանքը: Առաջադեմ մոդելները ներառում են լարի կտրվելու հայտնաբերման համակարգեր, ավտոմատ լարի մատակարարման մեխանիզմներ և որակի վերահսկման սենսորներ, որոնք վերահսկում են յուրաքանչյուր սաղավարտը արտադրության ընթացքում: Ավտոմատ սաղավարտների փաթաթման սարքավորումը սովորաբար բաղկացած է մի քանի հիմնական բաղադրիչներից՝ լարի մատակարարման համակարգ, լարվածության կարգավորման սարքեր, լարի ուղեցույցներ, պտտվող առանցք կամ մանդրել և ծրագրավորելի կառավարման միավոր: Լարի մատակարարման համակարգերը ապահովում են լարի հարթ մատակարարումը, իսկ լարվածության կարգավորման սարքերը պահպանում են լարի օպտիմալ լարվածության մակարդակը: Առանցքի համակարգը ապահովում է սաղավարտի ձևավորման համար անհրաժեշտ պտտման շարժումը, իսկ լարի ուղեցույցները ուղղում են լարի դիրքը միկրոնային ճշգրտությամբ: Շատ ավտոմատ սաղավարտների փաթաթման սարքավորումներ ունեն բազմակայանային հնարավորություններ, որոնք թույլ են տալիս միաժամանակ փաթաթել մի քանի սաղավարտ՝ առավելագույնի հասցնելով արտադրական արդյունավետությունը: Այս սարքավորումները կարող են հարմարվել տարբեր սաղավարտների տեսակների՝ այդ թվում՝ օդային սաղավարտներ, տորոիդային փաթաթումներ և բոբին-փաթաթված կոնֆիգուրացիաներ: Ջերմաստիճանի վերահսկման համակարգերը կանխում են վերատաքացումը բարձր արագությամբ գործառույթների ժամանակ, իսկ ավտոմատ յուղավորման համակարգերը պահպանում են մեխանիկական բաղադրիչները: Վերին դասի մոդելներում տեսողական համակարգերի ինտեգրումը թույլ է տալիս իրական ժամանակում վերահսկել որակը և ավտոմատ մերժել սխալ սաղավարտները՝ ապահովելով համասեռ ելքի որակը և նվազեցնելով արտադրական գործընթացներում թափոնները: